-

上海晨凤实业发展有限公司
主营:**音波焊接机,振动摩擦焊接,热板焊接机 - 18888888880

上海晨凤实业发展有限公司
主营:**音波焊接机,振动摩擦焊接,热板焊接机 11
11
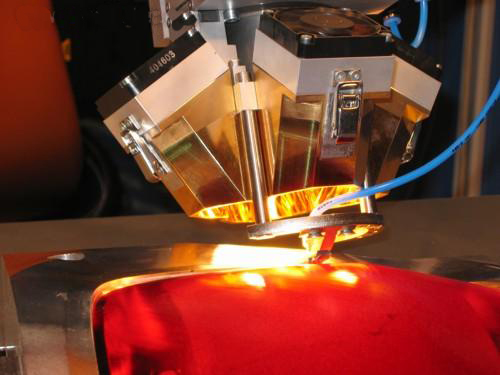
红外线塑料焊接技术: 目前,在市场上已有多种焊接技术被用于塑料零部件的焊接,包括:超声波焊接、热板焊接、激光焊接、振动摩擦焊接、红外线焊接、热桩焊接以及热风焊接等。在这些焊接工艺中,红外线焊接技术以其特有的优势而越来越受到市场的青睐。该技术的一大优点是,它是采用非接触式的加热方式对塑料工件进行加热。两个待焊接的零件表面在红外线的照射下可快速熔化,经压合冷却后即粘接在一起,并可获得较高的焊接强度。这就意味着即使是复杂的三维待焊接面也可以被塑化,相应地,很多采用其他焊接工艺不能实现的设计方案在此就能够被轻易地实现。因此,红外线焊接技术尤其适用于复杂曲面的零件以及大型结构性塑料零件。 实践表明,经红外线焊接后的两个部件,它们之间的接合强度远比采用其他焊接工艺的强度要高。部件间的焊缝可达到**的气密性,因而不会有漏风或漏液体的现象发生。与汽车行业中经常使用的振动摩擦焊接技术相比,经红外线焊接的部件不会在焊缝处出现焊渣或飞边,因此对于大型汽车零部件,如仪表板、中控台和门护板等,以及一些复杂曲面的小型部件,如过滤器、排风系统元件和刹车油盘等较为适用。 作为一家拥有多种焊接技术的制造商,我公司提供的红外线焊接设备是一种基于短波红外线的发生器, 其特点是启动和关闭都非常*。在快速移动到待加热的塑料零件表面后,仅需短短的数十秒钟,即可将工件的表面按设定的深度快速塑化。一般,塑化时间较多只需要12s,当然,这还取决于待焊接零件的材料的特性。 红外线发生器采用了先进的控制系统, 其精确的无级调节机制可以让操作人员通过精确定位来较优地控制焊接过程。操作人员可根据曲面结构,单独对每个红外线加热器的功率进行设置,以保证零件的各个部分熔化的一致性,从而取得良好的焊接质量。